What’s Your Solution to Internal Corrosion?
The Problem
Pipelines transporting corrosive liquids require an internal lining to prevent corrosion that would shorten the life of the pipeline.
Long distance and high-pressure pipelines generally require welded joints.
The question is: how to protect the interior steel of the weld zone from corrosion when the weld arc would destroy a corrosion-resistant polymer at this location.

The FlexSleeve® Solution
FlexSleeves inserted into pipe ends protect the weld zone from corrosion

High Cost & High Risk of Existing Solutions
A common solution for pipelines with internal linings has been to use a robot to paint the joints after welding. The idea may sound good, but in reality months of delays, huge robot-caused cost over-runs, and quality issues due to unpredictable environmental and weld conditions are the norm.

Robots crawl through the pipeline after mainline welding crews. Each joint must be grit blasted, cleaned, painted, and tested for proper cure and continuity. With LPS’ system the internal corrosion protection is complete when the weld is complete.

Using a robot to paint the welds leaves tie-in crews far behind mainline crews, waiting for the robots to finish their work. LPS’ system allows for fast pipeline construction with pipe strings lowered in into the ditch and buried soon after welding.
Effect of Robot On Schedule
LPS received feedback from Contractors and Engineers on four projects that used robots to coat internal joints in Chile: BHP Billiton EWS, BHP Billiton Spence, BHP Billiton Escondida & AMSA El Mauro Tailings Return Water. On all of them the robot was severely behind schedule.
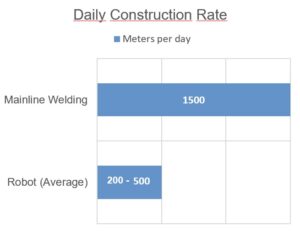
The productivity of the robot on the right of way and at double jointing yards is slow and unpredictable. The data used in this chart came from Contractor feedback on a project in Chile constructed with double-jointed 24m pipe sections.
Construction Complexity: Tie-Ins
Tie-in crews follow behind the robots, which proceed at a slow, unpredictable rate. A typical project involves the use of several robot crews, each requiring Contractor equipment support with side-booms, transportation, and generators. Tie-in crews are usually far behind mainline crews and support logistics are required to be strung out over vast distances. The complexity of construction is significantly increased, leading to increased cost and delays.
When FlexSleeves are used, the joint is complete as soon as it passes NDE. Tie-in crews are close behind the mainline crew like normal pipeline construction projects.

Coating Quality Problems with Robots
| Topic | Robot | FlexSleeve® & Joint Lock Ring® |
|---|---|---|
| Steel Temperature | Epoxy protective materials are generally not applied to steel above 50°C or below 5°C. Cold temperatures significantly lengthen cure time. Hot steel temperatures can cause epoxy to sag or bubble. | Protective materials are applied in environmetally-controlled shop setting, completely eliminating all quality problems associated with steel temperature during epoxy application. |
| Humidity | Steel temperature must be at least 3°C above dew point when liquid epoxy is applied. | Protective materials are applied in environmentally-controlledshop shop setting, completely eliminating all quality problems associated with humidity during epoxy application. |
| Adhesion to Parent Pipe Coating | Edge of existing pipe lining must be properly abraded. Fusion bonded epoxy (FBE) is difficult to bond to. Risk exists that abrasive blasting removes excessive amount of parent pipe lining at edge where robot-applied epoxy does not cover it. | Bore Seal seals against parent pipe lining and eliminates need to tie into factory-applied pipe lining. |
| Weld Penetration | Special requirements for extra-smooth weld penetration required. High risk of epoxy pinhole leaks on jagged weld surfaces. Lining pinhole formation on welds – AFTER having passed holiday test – are common. | Joints can be welded using most standard weld methods. Weld penetration quality irrelevant with FlexSleeves serving as backing ring. |
| Pipe lining protective materials | Fusion bonded epoxy (AWWA C-213) and polyurethane (AWWA C-222) are widely used to line pipe interiors, yet robot faces massive quality challenges when applying these materials in field. | FlexSleeves can be used with any internal pipe lining. Sleeve & ring linings meet or exceed requirements of parent pipe lining. |
Schedule & Cost Comparison
| Topic | Robot | FlexSleeve® & Joint Lock Ring® |
|---|---|---|
| Schedule | Robot cannot keep up with mainline weld crews. Each joint is grit blasted, cleaned, painted, and holiday tested after NDE has been performed on the weld. | Installation takes 2 – 3 minutes per joint, is done ahead of mainline crew, and can be scaled to keep up with mainline crew or double jointing operation. |
| Schedule |
Contractor tie-in crews, equipment, and other resources remain behind with robots. Project completion must wait for robots & tie-in crews to finish, often increasing project duration by months. |
No subsequent steps required after welding. After NDE and external joint coating the pipe can be buried just like normal pipeline construction. |
| Schedule: Tie-ins |
Robot must travel long istance to perform all steps on tie-in welds, generally taking an entire shift to complete one tie-in and more time the next day for holiday test and inspection. |
Permits normal frequency of tie-ins. FlexSleeve allows for faster tie-ins with joint interior protected as soon as weld is complete. |
| Schedule: Double-jointing | Robot cannot keep up with double jointing operation. |
FlexSleeve installation can keep up with double-joint welding rate. |
| Cost | Total cost is far higher when including schedule delays, lengthened mobilization of tie-in crews & equipment, and robot support labor/equipment. | Far less total construction cost. |
Welding Considerations
| Topic | Robot | FlexSleeve® & Joint Lock Ring® |
|---|---|---|
| Weld Penetration |
High risk of epoxy pinhole leaks on jagged weld surfaces and weld spatter. Lining pinhole formation on welds – AFTER having passed holiday test – are common. Special requirements for extra-smooth weld penetration are difficult to achieve. |
Joints can be welded using most standard weld methods. Weld penetration irrelevant with FlexSleeves & Joint Lock Rings serving as backing ring. |
| Automatic welding |
Some automatic weld methods include an internal weld bead, which is possible with robot lining joints after welding. |
Only OD-welding systems may be used. Automatic welding onto the FlexSleeve backing ring allows for significant increase in welding speed similar to automatic welding systems with ID root pass welding. LPS works with contractor to design specialized internal lineup clamp for use with FlexSleeve. |
| NDE of welds |
Standard RT & UT methods. Robot must wait until after weld passes NDE in order to line internal weld joint. |
Standard RT & UT methods. NDE technician takes into account the geometry of sleeves or rings under the weld when interpreting results. |
| Weld repairs | Weld repairs: standard weld repair methods. |
Standard weld repair methods, with care taken to not grind past backing ring when grinding out weld defects. |
| Pipe alignment & welding |
Mainline welding crew is able to align and weld pipe how they are accustomed to doing so with bare pipe. |
Pipe alignment may take 1-2 minutes longer. Standard pipeline weld procedures and welding pace. |
Projects Highlighting Robot Risk
| BHP Billiton Escondida Mine EWS Project, Chile (2014 – 2017) | BHP Billiton Spence Growth Project, Chile (2019 – 2020) | AMSA Los Pelambres Mine El Mauro Tailings Project, Chile (~2007 – 2009) |
|---|---|---|
| 2 ea. 42” x 170km desal water lines. EPC: Bechtel. |
36” x 154km desal water line. Contractor: Saipem. |
32” dia. x 60 km tailings return water line. Design engineer: Ausenco |
| Robot Cost (17 robots): $29m USD Comparative Cost for LPS Technology: ~$35m USD |
Mainline weld crew was at least 40 km ahead of robot. |
Robot extremely far behind schedule, with comments from Ausenco’s Chile office stating that it was unlikely they would recommend it again for a project. |
| Construction pace: 1,400 meters/ day Robot pace: 200 – 800 meters / day |
Internal weld penetration had to be manually ground down because it was not sufficiently smooth to achieve a pinhole-free coating. Robots had thixotropic issues with paint material related to steel temperatures, causing the paint to run down the pipe wall. |
|
| Bechtel’s total cost incl. schedule delays, support personnel, support equipment & hand-coating some joints: $110m USD |
|
|
| Result: Bechtel pulled performance bond of robot contractor. Due to lack of confidence in schedule and quality that robot offers, Bechtel is now constructing 2 desal water lines in Chile WITHOUT an internal lining. Pipeline failure due to corrosion is all but assured before mine life is over, so two or even three pipelines would need to be constructed during mine life. |
|